


From Calcined Petroleum Coke (GPC) to Ingots...
Upstream
CARBON
Continuous control of the flow rate inside the cells of firing furnaces is a challenge which has still not been resolved; it is necessary to know the amount of energy supplied by the combustion of volatile materials released during firing, but above all to control the amount of air which seeps inside the bulkhead. In addition to the cracks in the structure and the porosity of the packing coke, the 2 high-priority sources to be checked are the flue head wall openings & the peephole openings.
The main target here is to improve the performance of the furnace for a homogeneous, resistant & conductive anode quality. Optimising heat transfers and distribution remains the main challenge.
Controlling their draft makes it possible to optimise the cooking process for the lowest emissions and the best energy efficiency.

Porthole cover Seal
- Immediate reduction of 71% of thermal losses (*)
- Replacement in less than 1 minute
(*production site of +/- 470,000 T/year, on a 2,500 Exhaust Port cover’s furnace, ID210 mm)
To keep the area under pressure, the tightness of the openings is also pivotal to reduce to a minimum the air ingress which definitely interfere in the process and lead to the dilution and cooling of the combustion air, thus preventing the self-ignition of gases in the furnace.
Designed and delivered in made-to-measure rings, they fit together quickly as easily on opener lids as on travelling thermocouple lids (for which a reinforced version has been specially designed).
- Ceramic-free
- High thermal resistance
- Quick maintenance
- Abrasion resistance
- Immediate sealing
- Delivered in a ring = increased use value = easier storage = optimised inventory management

Flue-end baffle seal
- Immediate increase of +/- 20% in tightness (*)
- Immediate increase of +/- 1.5% in temperature
(* production site of +/- 280,000 T/year, on a 500 cell furnace)
Range of obturators, individually designed to the strict dimensions of each cell for immediate sealing.
Tailor-made and specially developed to fit to your structure without any modification to your installations, the TecHeat Baffle seal range avoids negative pressure disturbances, the main disturbing factor in the process.
- Extremely light +/- 2 kg compared to existing solutions (+/- 18 kg)
- Easy to put on and remove, no mechanism = no risk of clogging
- Speed of operation, opens automatically and seals as soon as it is in the cell
- Several fastening options according to the drawing of your furnace
Other solutions for ABF
At the heart of the process
ELECTROLYSIS
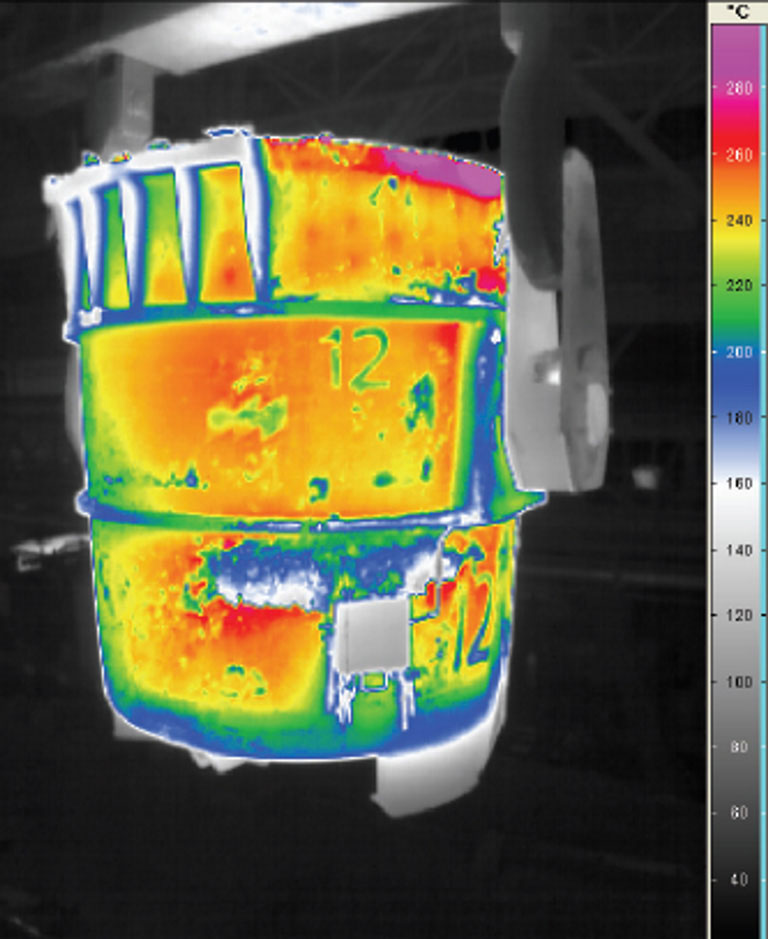
Being one of the main special equipments used in the pot room, the metal crucible tap molten aluminium (at more than 0.6 T/min) and store it hot while delivered, by truck, at the Casting area.
In addition to the internal safety and back up insulation layer, the main constraint of the metal & bath ladles lies in a safe and reliable seal both at the level of the exhaust and the tapping tube… but the most important of all… the lid seal cover, the only one which can guarantee the performance of the process and ensure compressed air between 0.6 MPa and 0.8 MPa.

Crucible Lid Seal cover
- 35% Psi reduction (*)
- Tapping >0.7 L/sec
- Service life multiplied by 2.5
(*production site of +/- 470,000 T/year, on 120 T metal ladles)
The TecHeat Lid & Spout seal range has been specially developed for Bath & Metal crucible, to be fastened on the ladle or the cover, flat or in a groove, as a lid seal or a Spout seal. The TecHeat® ladle seal is designed for optimal compressibility/recovery
- Rectangular or square, delivered in rolls or cut (1 package = 1 sealing)
- Ceramic-free
- Special "primary aluminium" coating
- Excellent abrasion resistance
- No fibre emission
- Easy fixing

Tapping gasket
- Consumption reduced by 40% (*)
- Continuous suction
- Maintenance optimised by 25%
(*production site of +/- 2,500,000 T/year, on 120 T metal ladles)
On top of properly identifying the optimal location for the nozzle in the region between the interface and the cathode, a fundamental approach to the quality of the tapping flow rates is also essential. The purpose of metal tapping is to quickly extract a precise amount of liquid aluminium which is as pure as possible. The main parameter to be considered during this operation is the mass flow of liquid aluminium which depends on the design and conditions of the tapping pipe, the intensity of the vacuum and the temperature of the ladle.
- Supplied ready to use
- Packaging adapted to your organisational constraints
- Compressible and lightweight
- Low thermal inertia
- Several options on request (coating, hermetic packaging, complete maintenance kit, etc.)
Three mechanisms have been identified which are responsible for swallowing the bath during metal tapping :
- Swallow start with the formation of chaotic vortices on the side of the tapping tube
- Interfacial deformation takes place and stabilises behind the tube
- The sampling mass flow and sampling tube are key parameters
But it has above all been shown that, even if the tightness of the crucible lid seal is crucial, it is also pivotal to ensure a perfect tightness of all the parts of the tapping pipe as well as at the connection junction between the cane and the ladle.

Back-up ladle / crucible / furnace insulations
Your jobs are different, your processes are different, your experiences are different, your constraints are different... but your requirements are mostly the same:
- That the temperature is the lowest on the cold face
- That the insulation is constant throughout the life of your refractories
- That the lifespan of your refractories is increased
- That you are self-sufficient with an easy cutting and installation back-up
- That the temperature is the lowest on the cold face
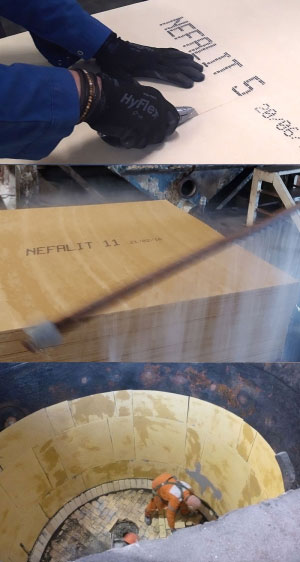
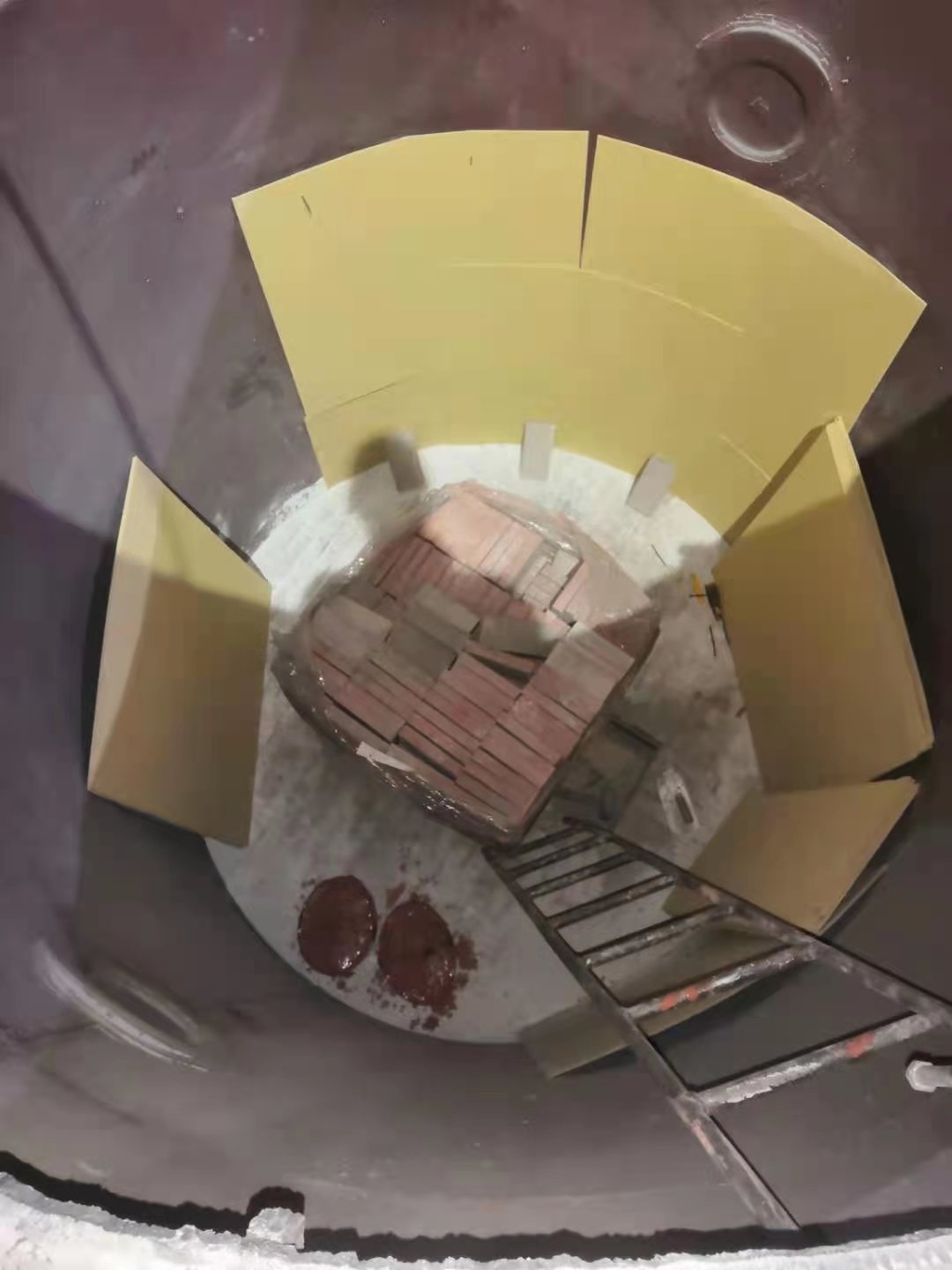
Due to their density and thermal conductivity coefficient (K = 0.12 W/m°C at 400°C), our Nefalit® formulations are specially designed to meet a set of technical parameters (high temperature, density, conductivity, resistance, compression...) which solve your problems (reduction of high heat loss and temperature on the cold face, protection of the ladle/crucible/furnace wall, etc.)
- That the insulation is constant throughout the life of your refractories
Today, only the replacement of refractories is the limit to our Nefalit® solutions' lifespan (provided that the other refractories do not have any "defects").

- That the lifespan of your refractories is increased
NEFALIT® MILLBOARDS solutions are refractory insulators based on mineral/bio-soluble fibres resistant to high temperatures from 750 to 1200°C & mechanical stresses.
Protect against thermal bridges; prevent hot air from infiltrating behind the bricks after a certain number of castings and severely damaging them. The Nefalit® will very strongly limit this infiltration.
Up to 1200°C: very efficient in radiant heat & able to withstand high temperatures under high compression loads.
Density 1.000 Kg/m3: which allows a higher thermal capacity compared to existing products on the market
Resistant to hot compression less than 10%
Thermal conductivity adapted to the application and giving significant results: 0.16 to 0.21 for temperatures of 600 to 1000°C.

- That you are self-sufficient with an easy cutting and installation back-up
Our Nefalit® millboard are easily cut with a cutter and are specially designed to easily follow the curves of your installations after a light humidification.
Other solutions for Electrolysis
Downstream
CASTING
"A 1% increase in the efficiency of aluminium smelting operations can contribute to an annual global savings of $970 million in total production costs, $936 million in increased production and $464 million in operation and maintenance costs." Rudolf P. Pawlek

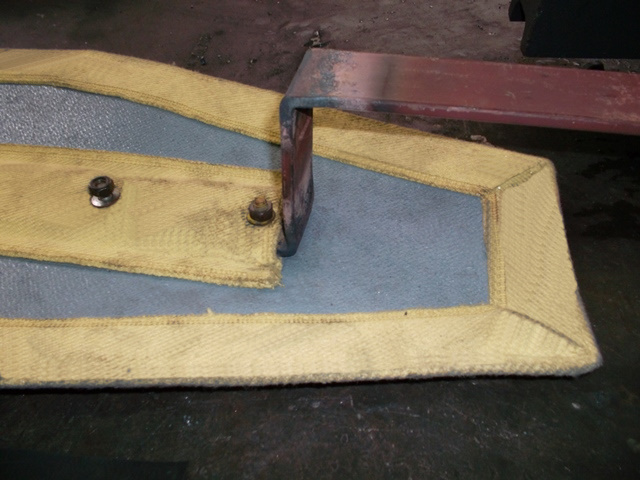
Flexible casting nappy
- Service life multiplied by 3 (*)
- 42 working days continuously
- 8,000 to 12,000 T of molten aluminium casted/nappy
(*production site of +/- 1,000,000 T/year, on furnaces from 200 to 300 T/day)
A vital hinge in the process, it is by far one of the most important challenges and the critical link on which the most important risks and issues are concentrated. It is not a question of duplicating “old recipes” here nor of drawing inspiration from what would have worked in other processes, the integrity and safety of teams and equipment is the ONLY concern.
Even if the TecHeat® Casting Nappy is manufactured and supplied on many sites worldwide, we pride studying with the highest care, while listening to your production and maintenance teams, all the details and constraints which are yours before proposing any draft.
You are fully involved in the development of prototypes and our specialist will assist you during on-site tests.
- Flexible
- Supplied ready to use
- Custom-made with independent multi-layers
- Quick and optimized set-up
- Ceramic-free
- All fibres encapsulated
- Resistant to extreme temperatures
- Possible options: weakening detector/alarm, special bolts reinforcement, support straps, etc.

Cathode stubs welding seal
- Sealing performed 3 times faster (*)
- From the seal fastening start to the end of the casting in less than 12 minutes
(*production site of +/- 1,500,000 T/year, on double blocks, +/- 15 to 20 cathode blocks/cell, 200 to 500 cells/line, 2 to 6 lines)
The welding of the bars in the cathode blocks previously moulded and cooked at high temperature (+/- 1100°C) ensures the conduction and the good distribution of the electrolysis current. In electrolytic cells, cathode blocks play a major role in cell performance. As soon as the cathode breaks down, the electrolysis cell must be stopped and replenished with new material; the perfect upstream welding guarantees the thermal and electrical properties of the cathode which directly influence the thermal and electrical losses of the electrolysis => Cathode blocks are not entitled to the slightest failure due to the quality impact of the rodding on the future electrical performance of cathode ray blocks in pots.
The death of the cathode block leads to the death of the Pot-Cell...
Unfortunately, the failure is only identified at best during ramming… at worst during tensioning!
- Supplied in ready-to-use lengths
- Personalised, custom round, square or rectangular braiding
- Ceramic-free
- Resistant to extreme temperatures and chemical attack
- 1 single item to replace the laborious accumulation of several
- Good resistance to melting
- No shrinkage, the risks due to cast iron melting are over
- Flexible to match the shape of the cathode
Other solutions for the Casting
Other solutions for
ALUMINIUM
It would be fanciful to gather here all the solutions which we have developed together with our partners to answer their local issues, sometimes specific or one-off but most often elementary and recurring which, without any doubt, yourself you brave with on a daily basis...
Examples
Our achievements






Our partners
ALUMINIUM
Zoom
APPLICATIONS
TEXTILE EXPANSION COMPENSATORS
TEXTILE EXPANSION COMPENSATORS 100°C TO 1300°C
BACK-UP INSULATIONS
BACK-UP LADLE/CRUCIBLE/ FURNACE INSULATIONS
INSULATION AND PROTECTION LAGGING
INSULATION AND PROTECTION LAGGING 100°C TO 1390°C
PROTECTION OF CRITICAL CABLES
PROTECTION OF CRITICAL CABLES UP TO 1390°C